機(jī)器特性
1、 高剛性、長久性的精度保持性
一、機(jī)床主要大件:底座、工作臺(tái)、立柱、滑座、轉(zhuǎn)臺(tái)均采用樹脂砂造型、高強(qiáng)度鑄鐵,具有完善的熱處理工藝過程來消除殘余應(yīng)力,并布置足夠的加強(qiáng)筋板,保證整機(jī)具有足夠的強(qiáng)度、剛性和高穩(wěn)定性;
二、所有機(jī)械主鑄件均采用高剛性鑄鐵,確保佳的結(jié)構(gòu)穩(wěn)定性;立柱、底座及鞍座為箱形結(jié)構(gòu),配合合理化的筋骨強(qiáng)化設(shè)計(jì),除了提升結(jié)構(gòu)剛性,并將熱變形降到低程度;
三、X、Y、Z軸采線軌滾柱導(dǎo)軌,確保佳的定位及重覆精度;
2、立柱采用對(duì)稱性及優(yōu)異的平衡設(shè)計(jì),展現(xiàn)獨(dú)特的加工精度;
3、三軸滾珠螺桿經(jīng)預(yù)拉處理,有效抑制熱變形問題;
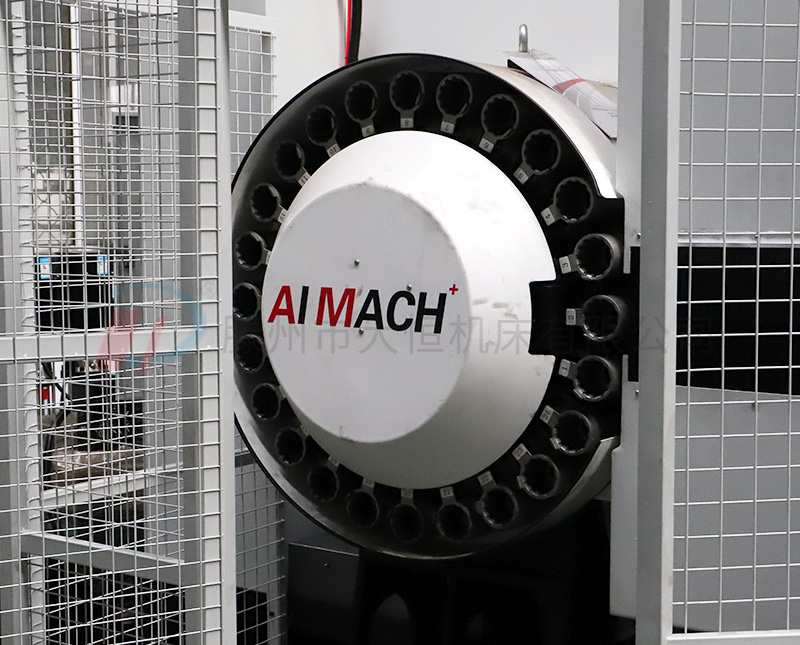
4、刀庫:刀庫結(jié)構(gòu)圓盤式刀庫;
5、主軸側(cè)面加裝側(cè)噴冷卻及氣體設(shè)計(jì),可迅速排除刀具及工件之熱量,有效提升加工精度;
6、先進(jìn)CNC控制器:本機(jī)可配備進(jìn)口系統(tǒng):日本三菱、日本法那科、德國西門子等其他品牌CNC控制器;
7、電控箱熱交換風(fēng)機(jī):高性能熱交換器,提供電控箱內(nèi)部之常溫控制,可保護(hù)電子元件、控制器及馬達(dá)驅(qū)動(dòng)器;
8、工作燈:本機(jī)配防水工作燈,提供加工區(qū)域的佳照明亮度,工作燈光線柔和,不刺激操作者眼睛;
9、換刀方式:主軸采用兩種選配傳動(dòng)方式,1)皮帶式傳動(dòng)主軸,2)選配直連式高速主軸;3)選裝減速齒輪箱結(jié)構(gòu),雙速轉(zhuǎn)換,重切加工;打刀裝置具緩沖功能,除了可避免換刀時(shí)主軸及軸承受損,并可延長主軸使用壽命;打刀動(dòng)作采用氣壓缸致動(dòng),提升換刀效率;
10、機(jī)械結(jié)構(gòu):底座結(jié)構(gòu),創(chuàng)新整體設(shè)計(jì)確保高鋼性,高,永不變型;無噪音、動(dòng)作平穩(wěn)、無共震,提高工作效率;伺服參數(shù)調(diào)整簡易;
11、主軸冷卻衡溫系統(tǒng):提供主軸油冷卻機(jī),卻保主軸高速旋轉(zhuǎn),處于衡溫狀態(tài);
| 技術(shù)參數(shù): |
| WH系列 | 單位 | WH500A |
| 工作臺(tái)面尺寸 | MM | 500×500 |
| 工作臺(tái)數(shù)量 | N | 1 |
| 工作臺(tái)分度(標(biāo)準(zhǔn)) | N | 1度1分 |
| 選配工作臺(tái) | N | 可以定制其他分度 |
| 工作臺(tái)大回轉(zhuǎn)直徑 | MM | 700 |
| X軸行程 | MM | 700 |
| Y軸行程(主軸箱上下移動(dòng)) | MM | 600 |
| Z軸行程 | MM | 600 |
| 主軸中心至工作臺(tái)面距離 | MM | 110-910 |
| 主軸端面至工作臺(tái)中心距離 | MM | 200—700 |
| 工作臺(tái)T型槽 | MM | 3-14×100 |
| 螺紋孔 | MM | 24-M14 |
| 主軸錐孔 (型號(hào)/安裝尺寸) | ISO | BT40—150 |
| 主軸轉(zhuǎn)速 | RPM | 8000rpm |
| 選配減速齒輪箱 | RPM | 6000rpm |
| X.Y.Z軸滾珠絲桿規(guī)格 | MM |
|
| X軸快速移動(dòng)速度 | M/min | X:32 |
| Y軸快速移動(dòng)速度 | M/min | Y:32 |
| Z軸快速移動(dòng)速度 | M/min | Z:32 |
| X軸線軌規(guī)格 | MM | 滾柱45 |
| Y軸線軌規(guī)格 | MM | 滾柱45 |
| Z軸線軌規(guī)格 | MM | 滾柱45 |
| 絲桿規(guī)格 | MM | 40/40/40 |
| X.Y.Z電機(jī)聯(lián)接方式 | / | 直聯(lián) |
| 主電機(jī)參數(shù) | KW | 11 |
| X軸電機(jī)參數(shù) | NM | X:15 |
| Y軸電機(jī)參數(shù) | NM | Y:27 |
| Z軸電機(jī)參數(shù) | NM | Z:15 |
| B軸電機(jī)參數(shù) | NM | B:10 |
| 軸項(xiàng)定位 | MM | ±0.005/300 |
| 軸項(xiàng)重復(fù)定位 | MM | ±0.003/300 |
| B定位 | MM | 10" |
| B重復(fù)定位 | MM | 5" |
| 小移動(dòng)值 | MM | 0.001 |
| 空氣壓力 | KG/MM | 6.5 |
| 冷卻液容量 | L | 550 |
| 潤滑油容量L | L | 4 |
| 刀庫結(jié)構(gòu): | / | 圓盤 |
| 刀庫數(shù)量 | T | 24T |
| 換刀時(shí)間 | MM | 2.2 |
| 大刀具重量 | KGS | 18 |
| 工作臺(tái)承重 | KG | 800 |
| 重量約 | KG | 11/11.5 |
| 外形規(guī)格 |
|
|
| 機(jī)器長度 | MM | 2800 |
| 機(jī)器寬度 | MM | 3000 |
| 機(jī)器高度(高) | MM | 3000 |
| 機(jī)器高度(低) | MM | 2800 |
| 機(jī)床結(jié)構(gòu) | / | T型 |
| 排屑方式 | / | 雙螺桿單鏈鈑 |
| 說明:以上參數(shù)僅供參考,實(shí)際參數(shù)以廠家出廠參數(shù)為準(zhǔn)。 |
其他標(biāo)準(zhǔn)配置:
| 序號(hào) | 項(xiàng)目 |
| 1 | 電源穩(wěn)壓器 |
| 2 | 主軸中心出水 |
| 3 | 直結(jié)主軸BT-50 |
| 4 | 自動(dòng)斷電系統(tǒng) |
| 5 | 第四軸(分度盤) |
| 6 | 油水分離機(jī) |
| 7 | 刀具自動(dòng)測量 |
| 8 | 刀具破損檢測 |
| 9 | 四軸/五軸金潭佳旋轉(zhuǎn)工作臺(tái) |
(一)工具箱
品名 數(shù)量
1、一字螺絲起子 1件
2、十字螺絲起子 1件
3、六角扳手 1組
4、水平墊腳塊 1套
(二)隨機(jī)技術(shù)檔
1、系統(tǒng)操作說明書 1本(電子光盤文檔)
2、機(jī)床合格證 1本
3、機(jī)床表 1本
4、裝箱單 1本
檢收、安裝條件:
1、客戶可到供方工廠進(jìn)行機(jī)器驗(yàn)收(費(fèi)用由需方自行負(fù)責(zé))。
2、機(jī)器運(yùn)轉(zhuǎn)狀況檢查,依據(jù)供方標(biāo)準(zhǔn)測試程序或其它經(jīng)雙方議定之程序。
3、機(jī)器精度驗(yàn)收,我司提供出廠精度證明,或經(jīng)雙方議定之機(jī)方式抽驗(yàn)。
4、溫度
為保持機(jī)床加工精度處于標(biāo)準(zhǔn)值范圍之內(nèi),應(yīng)該確保工作環(huán)境溫度17℃~25℃,保持全天24小時(shí)的溫度變化在±2℃之內(nèi)。若被加工零件的精度低于機(jī)床出廠精度時(shí),環(huán)境溫度范圍可放寬至10℃~38℃。
5、濕度
連續(xù):75%以下(不結(jié)露)
短時(shí)間:95%以下(不結(jié)露)
6、海拔
1000m以下
7、安裝場所條件
1、設(shè)備安裝場所應(yīng)遠(yuǎn)離陽光直射、振源和熱源,遠(yuǎn)離高頻發(fā)電動(dòng)機(jī)、電焊機(jī)等,以免機(jī)床生產(chǎn)故障或喪失機(jī)床精度
2、客戶需負(fù)責(zé)事先備妥合格環(huán)境、起重設(shè)備及電源、電氣源、切削液、機(jī)械指定
使用之油品。
3、此機(jī)臺(tái)需做地基,并請(qǐng)客戶依我司提供之地基圖于交機(jī)前備妥地基。
4、由我司到客戶指定工廠進(jìn)行機(jī)械安裝調(diào)試及二日之教育訓(xùn)練。
8、氣源要求
氣源壓力≥0.6Mpa,過濾精度100μm。
為保證設(shè)備的正常工作性能,氣源壓縮空氣的如果達(dá)不到氣源要求,應(yīng)在機(jī)床進(jìn)氣前增加一套氣源凈化裝置(除濕、除油、過濾)
9、電源
3相380V±10%;50HZ
如果使用地區(qū)電壓不穩(wěn)定,機(jī)床應(yīng)配備穩(wěn)壓電源,以保證機(jī)床的正常工作
10、動(dòng)力源容量
詳見參數(shù)表KVA
11、接地
要求有良好的接地,推薦每臺(tái)機(jī)床單獨(dú)接地,接地導(dǎo)線為銅質(zhì)導(dǎo)線,線徑不應(yīng)小于10 mm2,接地電阻小于4歐姆
驗(yàn)收標(biāo)準(zhǔn)及方式:
1、驗(yàn)收標(biāo)準(zhǔn)
機(jī)床驗(yàn)收分預(yù)驗(yàn)收和終驗(yàn)收,預(yù)驗(yàn)收在賣方進(jìn)行,終驗(yàn)收在買方進(jìn)行。通用機(jī)床不進(jìn)行機(jī)床預(yù)驗(yàn)收,只進(jìn)行機(jī)床終驗(yàn)收。機(jī)床預(yù)驗(yàn)收內(nèi)容為機(jī)床的幾何精度檢驗(yàn)及特殊配置要求的驗(yàn)收,幾何精度按機(jī)床《合格證明書》項(xiàng)目進(jìn)行檢驗(yàn),滿足允差值,即為預(yù)驗(yàn)收合格;通用機(jī)床終驗(yàn)收按機(jī)床《合格證明書》中幾何精度項(xiàng)目,選擇通用檢具的項(xiàng)目進(jìn)行檢驗(yàn),滿足允差值,即為終驗(yàn)收合格;特殊配置的機(jī)床預(yù)驗(yàn)收和終驗(yàn)收,雙方另行簽訂《驗(yàn)收協(xié)議》,機(jī)床驗(yàn)收時(shí),達(dá)到《驗(yàn)收協(xié)議》要求,即為驗(yàn)收合格。
2、備注:
2.1、如果機(jī)床運(yùn)抵買方工廠30日內(nèi),因買方原因不能進(jìn)行安裝調(diào)試工作時(shí),視為機(jī)床驗(yàn)收合格;
2.2、機(jī)床各項(xiàng)精度指標(biāo)按精度表進(jìn)行檢驗(yàn)。如果買方對(duì)檢測結(jié)果有異議,可由買方準(zhǔn)備檢測設(shè)備并指定國家認(rèn)證的檢測方進(jìn)行復(fù)檢,如檢測結(jié)果與技術(shù)協(xié)議之精度表相符,則檢測期間產(chǎn)生的費(fèi)用由買方承擔(dān)。檢測前買方必須對(duì)機(jī)床進(jìn)行封存保管,如果買方開機(jī)使用則視為驗(yàn)收合格。
2.3、保持環(huán)境溫度為均勻值是加工的基本要求。根據(jù)GB/T17421.3-2009(ISO 1:2002)的規(guī)定,所有線性測量都應(yīng)該在室溫為20℃時(shí)進(jìn)行,并且要求在測量儀器和被測物體(如:機(jī)床)與周圍環(huán)境達(dá)到熱平衡時(shí)進(jìn)行測量。